Точная лазерная резка резисторов
Для того, чтобы повысить точность толстопленочной схемы, необходимо регулировать сопротивление. Из-за присущей толстопленочной трафаретной печати неточности толстопленочные резисторы часто имеют погрешность плюс или минус, если значение больше номинального не удастся исправить, но, в целом, при печати после прожига сопротивление ниже целевого значения примерно на 30%, поэтому оно должно быть отрегулировано с помощью лазера для достижения цели.
Лазерная подстройка заключается в расположении сфокусированного когерентного пучка света на заготовке под управлением микрокомпьютера таким образом, что слой пленки подстраиваемой заготовки газифицируется для достижения заданных параметров или значений сопротивления. При подстройке сопротивления локальная температура повышается для расплавления стекла, и край резервуара частичного сопротивления газификации покрывается стеклом, которое может заполнить и выровнять срез среды на поверхности подложки.
Передовая система лазерной настройки использует большое количество схем LSI и VLSI и заменяет многие аппаратные функции большинством программных операций. Основная часть непосредственно связана с лазером, позиционированием луча, пошаговым повторением и измерительной системой аппаратными средствами. Измерительная система состоит из пассивной сети с прецизионным мостом и матрицей.
Передовая система настройки лазера имеет множество функций настройки, может изменять гибридную интегральную схему, сеть тонкопленочных резисторов, емкостную сеть, интегральные компоненты на основе фарфоровой пленки, а также может изменять точность преобразователя D/A и A/D, частоту V/F преобразователя, нулевую частоту активного фильтра и напряжение рассогласования операционного усилителя. Кроме того, прибор имеет интерфейс IEEE488 для передачи данных с другим испытательным оборудованием.

Прецизионная лазерная маркировка
Технология лазерной маркировки является одной из самых масштабных областей применения лазерной обработки.
Лазерная маркировка - это метод маркировки, при котором заготовка локально освещается лазером с высокой плотностью энергии, в результате чего в материале поверхности происходит химическая реакция испарения и изменения цвета, а затем остается несмываемый след. Лазерная маркировка позволяет наносить различные тексты, символы и рисунки. Размер символов может составлять от миллиметров до микрометров, что имеет особое значение для борьбы с контрафактом.
Сфокусированный сверхтонкий лазерный луч подобен инструменту. Он может точечно удалять материал поверхности. При этом процесс маркировки является бесконтактным, без механического выдавливания и механического напряжения. Поэтому он не повреждает обрабатываемый объект. Поскольку размеры сфокусированного лазера и зоны теплового воздействия малы, а обработка тонкая, можно реализовать технологии, которые не могут быть достигнуты традиционными методами.

Эффективная лазерная резка
Технология лазерной резки широко используется при обработке металлических и неметаллических материалов. При этом значительно сокращается время и стоимость обработки, а также существенно повышается качество заготовок.
Лазерная резка осуществляется за счет энергии сфокусированного лазерного пятна высокой плотности. Под управлением компьютера лазер разряжается импульсом. Затем на выходе управляемого многократного высокочастотного импульсного лазера формируется луч определенной частоты и определенной длительности импульса. Импульсный лазерный луч проходит оптический тракт, отражается от него и фокусируется на поверхности обрабатываемого объекта с помощью группы фокусирующих линз. Формируются тонкие пятна высокой плотности энергии. Фокусные пятна находятся вблизи обрабатываемой поверхности, мгновенно расплавляя или испаряя материал при высокой температуре.
Каждый высокоэнергетический лазерный импульс способен мгновенно напылить на поверхность объекта небольшое отверстие. Под управлением компьютера лазерная головка и обрабатываемый материал совершают непрерывное относительное движение в соответствии с нарисованной схемой. Объект приобретает любую желаемую форму. При резке из режущей головки выбрасывается поток воздуха, коаксиальный с лучом, который выдувает расплавленный или испаренный материал со дна щели (Примечание: Если газ и выдуваемый материал вступают в тепловую реакцию, то в результате реакции выделяется дополнительная энергия, необходимая для резки. Воздушный поток также выполняет функцию охлаждения поверхности реза, уменьшения зоны термического влияния и обеспечения отсутствия загрязнения фокусирующего слоя).
По сравнению с традиционным способом обработки листового металла лазерная резка имеет такие преимущества, как высокое качество реза (узкая ширина щели, малая площадь термического влияния, гладкий надрез), высокая скорость резки, высокая гибкость (можно вырезать любую форму) и широкая адаптированность к материалам.

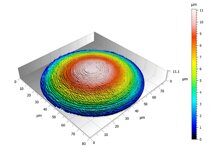
Высокоточное лазерное сверление
Лазерное сверление - первая практическая технология лазерной обработки и одно из основных применений в лазерной обработке.
Традиционные методы обработки материалов с высокой твердостью и высокой температурой плавления не могут удовлетворить определенным технологическим требованиям. Задачи такого рода сложны, а иногда и невозможны при использовании традиционных методов обработки. С помощью лазерного сверления это не составит труда.
Лазерный луч имеет высокую пространственно-временную концентрацию. При фокусировке линзой диаметр факела может быть уменьшен до микрометров, а плотность мощности лазерного излучения может составлять 105-1015 Вт/см2. Такая высокая плотность мощности делает возможным лазерное сверление практически всех материалов. По сравнению с другими распространенными методами сверления, такими как механическое сверление и электроэрозионная обработка, оно имеет следующие существенные преимущества: высокая скорость сверления, высокая эффективность и хорошая экономическая выгода.
Поскольку при лазерном сверлении происходит мгновенное воздействие на материал высокоэнергетического лазерного луча с плотностью мощности l07-109 Вт/см2, время воздействия составляет всего 10-3-10-5 с, поэтому скорость лазерного сверления очень высока. Сочетание высокопроизводительных лазеров с высокоточными станками и системами управления, управляющими программами через микропроцессор, позволяет выполнять высокопроизводительное сверление.
По сравнению с электроискровым и механическим сверлением различных заготовок эффективность лазерного сверления возрастает в l0-1000 раз.

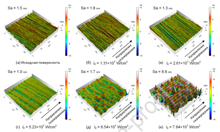
Лазерное травление
С помощью высокомощного импульсного лазерного луча на поверхности деталей вытравливается небольшая канавка для улучшения смазочных характеристик поверхности материала.

3D-печать
Обычные принтеры, используемые в повседневной жизни, могут печатать плоские объекты, созданные с помощью компьютера. 3D-принтер работает так же, как и обычный принтер, за исключением материалов для печати. В качестве материалов для печати в обычных принтерах используются чернила и бумага, в то время как 3D-принтер оснащен различными видами сырья, такими как металл, керамика, пластик, песок и т.д. После подключения принтера к компьютеру печатные материалы могут быть наслоены компьютером, и в итоге чертеж на компьютере превращается в реальный объект.
В просторечии 3D-принтер - это устройство, которое может "печатать" реальные 3D-объекты, такие как робот, игрушечный автомобиль, различные модели и даже продукты питания.
Причина, по которой его принято называть "принтером", кроется в техническом принципе работы обычных принтеров. Процесс послойной обработки очень похож на процесс струйной печати. Такая технология печати называется технологией стерео 3D-печати.
Существует множество различных технологий 3D-печати. Они отличаются тем, что для создания деталей используются доступные материалы и различные слои. Распространенными материалами для 3D-печати являются нейлоновое стекловолокно, прочный нейлоновый материал, гипсовый материал, алюминиевый материал, титановый сплав, нержавеющая сталь, серебро, золото, резиновый материал и т.д.

Компания INSCIENCE помогает своим заказчикам решать любые вопросы и потребности
по поставке оборудования на территории РФ