Введение
Монокристаллический кремний - полупроводник, широко применяющийся в электронике, биологии, энергетике и фотохимии. Кремний - сложно обрабатываемый материал из-за хрупкости и твердости. Задача создания микроструктур с большим соотношением глубины и ширины в кремниевых подложках актуальна для производства микроэлектромеханических систем (МЭМС).
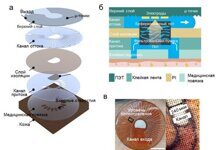
Технология лазерно-водоструйного скрайбирования кремния, подробно исследованная и оптимизированная учеными Харбинского технологического института, продемонстрировала возможность создания канавок низкой конусности с глубиной ~5800 мкм и сечением в верхней части и нижней части ~300 мкм и ~160 мкм соответственно.
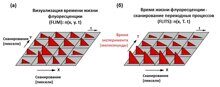
Метод заключается в обработке подложки наносекундным лазером, осуществляющим термическую абляцию материала, с одновременной подачей струи воды под высоким давлением, обеспечивающей тепловую конвекцию и непрерывную очистку.

Рисунок 1 – Схема лазерно-водоструйного скрайбирования
Эксперимент
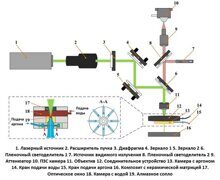
В качестве лазерного источника для обработки использовался твердотельный Nd:YAG лазер (Pulse-532-50, Inngu Laser). Диаметр струи воды, подаваемой под давлением 25 МПа, составил 50 мкм.
Таблица 1 – Основные выходные параметры лазера
| Параметр |
Значение |
| Длина волны |
532 нм |
| Длительность импульса |
100 нс |
| Частота следования импульсов |
1 –200 кГц |
| Средняя мощность |
50 Вт (макс.) |
| Энергия импульса |
1,2 мДж (макс.) |
| М² |
2 |
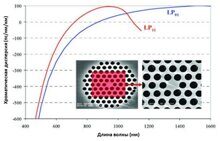
Выбор длины волны обусловлен меньшим поглощением воды в видимом диапазоне в сравнении с ИК, а излучение с длительностью импульса 100 нс в свою очередь не вызывает лазерно-индуцированного распада воды.
Эксперименты по лазерно-водоструйному скрайбированию кремниевой подложки показали, что независимое увеличение мощности и энергии импульса и уменьшение скорости сканирования приводят к большей глубине абляции. При этом благодаря использованию струи воды, ограничивающей мощность лазера в пространстве, данные параметры не влияли на ширину канавки, зависящей от диаметра водной струи.
Однако при попытке углубления канавки последовательным воздействием нескольких импульсов на одну точку образца возникла проблема: после первого лазерного импульса глубина канавки практически не увеличивалась. Этот эффект возникает из-за потери энергии лазерного излучения вследствие его отражения, преломления и поглощения в массе из воды, газа и шлаков, оставшихся в углублении после первого импульса.
Для решения проблемы предложены и опробованы экспериментально несколько схем многорядного лазерного сканирования. Наилучший результат показали схемы с наличием широкого канала для выброса осажденной воды и шлаков, как при схеме «213» при сканировании в одном слое (рис. 2 (б)) и схеме «от поверхности к глубине» при сканировании в глубину подложки (рис. 3 (б)).
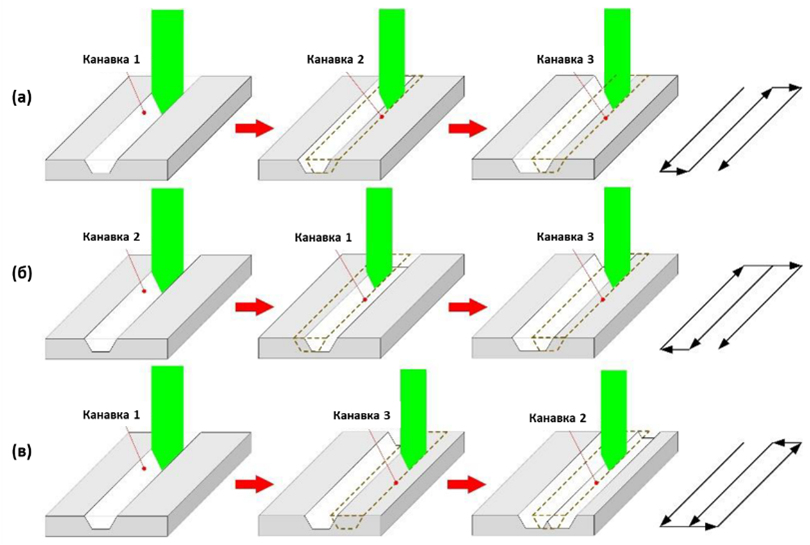
Рисунок 2 – Схемы лазерного сканирования в одном слое: (а) последовательность 123, (б) последовательность 213, (в) последовательность 132
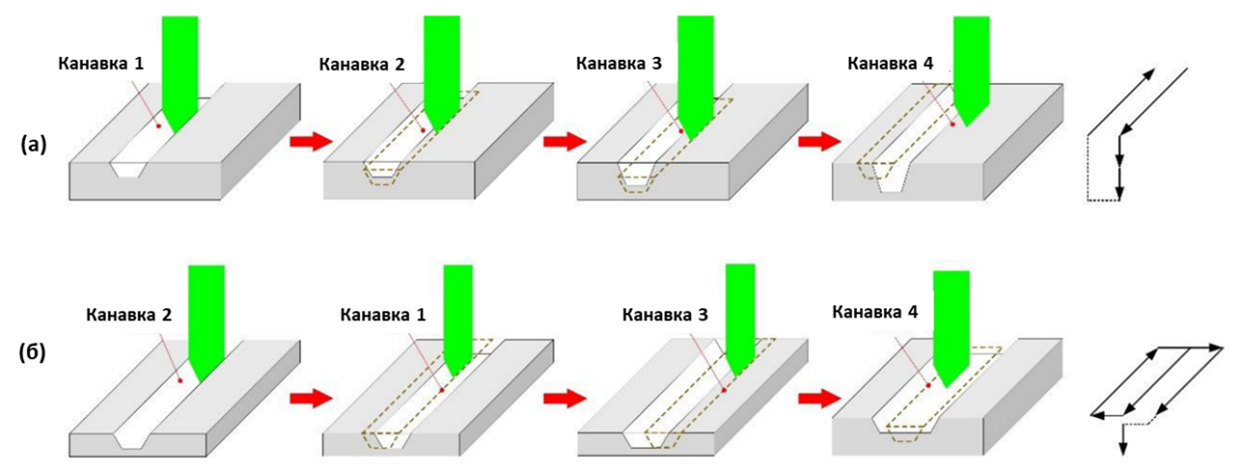
Рисунок 3 – Схемы лазерного сканирования в глубину подложки: (а) от глубины к поверхности, (б) от поверхности к глубине
В результате при использовании стратегии «от поверхности к глубине» в монокристаллическом кремнии получены микроканавки со следующими параметрами:
- глубина ~5800 мкм,
- сечение в верхней части ~300 мкм,
- сечение в нижней части ~160 мкм,
- конусность 0,013.
Таблица 2 – Параметры сканирования
| Мощность |
Частота следования импульсов |
Шаг сканирования на одном слое |
Шаг сканирования по глубине |
Число слоев сканирования по глубине |
Число сканирований |
Скорость сканирования |
| 50 Вт |
10 кГц |
20 мкм |
100 мкм |
60 |
1 |
10 мм/с |
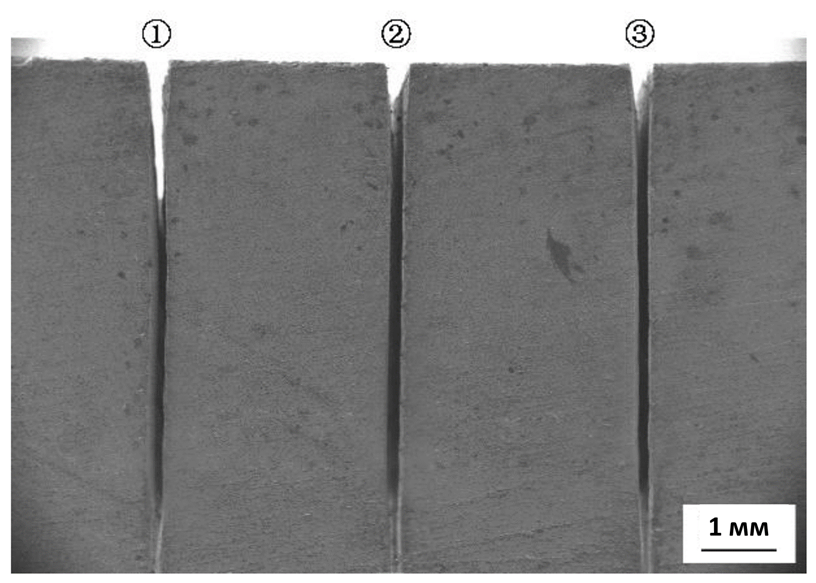
Рисунок 4 – Глубокие микроканавки с малой конусностью, полученные на подложке монокристаллического кремния методом сканирования от поверхности к глубине.
Как видно на рис. 4, пыль, трещины и прочие дефекты отсутствуют, что свидетельствует о высоком качестве обработки и применимости лазерно-водоструйной обработки для скрайбирования кремния.
В серии наносекундных Nd:YAG лазеров высокой мощности Pulse и Super Pulse производства Inngu Laser представлены модели с длиной волны 1064, 532 и 355 нм. Лазеры подходят для резки, скрайбирования, маркировки металлов, полупроводников, полимерных пленок.
Ознакомиться с каталогом Inngu laser можно здесь.
Компания INSCIENCE является эксклюзивным дистрибьютором продукции Inngu Laser на территории РФ. Для подробного ознакомления с ассортиментом производителя приглашаем Вас посетить сайт inngulaser.ru.