Введение
Сложно обрабатываемые материалы, такие как композиты с керамической матрицей (ККМ) и алмазное покрытие, полученное химическим осаждением из паровой фазы (алмазное CVD покрытие), применяются в авиационной и аэрокосмической отраслях.
Обработка лазерами ультракоротких импульсов превосходит традиционные методы по точности. Лазерно-водоструйная обработка – технология, использующая более бюджетные и производительные наносекундные лазеры и струю воды высокого давления, подаваемую с лазерным лучом. Проблема лазерно-водоструйной обработки – потери лазерной энергии из-за осадка, образующегося в отверстии, что затрудняет создание глубоких структур.
В работе использование защитной коаксиальной кольцевой атмосферы из аргона для повышения обрабатывающей способности лазерно-водоструйной системы. Образцы ККМ с глубокими концентрическими микроотверстиями, созданные с применением данного метода, удовлетворяют высоким требованиям авиационной промышленности: имеют минимум дефектов и отличные механические свойства. Более того, их предел прочности и усталостная долговечность больше, чем у образцов, полученных сухой обработкой сверхбыстрыми лазерами. Метод также тестировался применительно к скрайбированию алмазного CVD покрытия: получены гладкие глубокие канавки без значительных дефектов.
Эксперимент
Используется зеленый наносекундный лазер Pulse 532-50-LP производства Inngu Laser. Рассчитанный диаметр сфокусированного пучка: 34.13 мкм, диаметр сопла: 80 мкм.
Таблица 1. Основные выходные параметры лазера
|
Длина волны
|
Длительность импульса
|
Частота следования импульсов
|
Средняя мощность
|
Энергия импульса
|
M2
|
|
532 нм
|
100 – 120 нс
|
50 – 100 кГц
|
50 Вт (макс.)
|
1 мДж (макс.)
|
1.2
|
Cкрайбирование кремния и сверление отверстий в композите с керамической матрицей
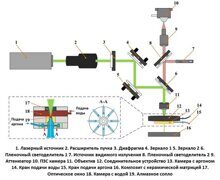
Для тестирования метода проводилось скрайбирование кремния и точечное сверление композита с керамической матрицей при различных значениях давления аргона, давления воды и энергии лазерного импульса. Экспериментальная схема представлена на рис. 1.

Рисунок 1 — Экспериментальная схема
Выявлены следующие особенности метода:
- Струя аргона образует дренажный круг, эффективно удаляющий осажденную воду. Таким образом, объемы абляции остаются высокими на протяжении всего процесса сверления глубоких отверстий
- Максимальное расстояние до обрабатываемой поверхности образца ограничивается рабочим расстоянием порядка 10-15 мм, потенциально оно может быть увеличено в перспективе за счет изменения состава защитной газовой струи
- Увеличение давления аргона положительно сказывается на глубине абляции
- Основным параметром, определяющим качество сверления, является энергия импульса. При энергии 0.6 мДж и выше сквозные отверстия в ККМ подложке формируются с ровными краями
- Энергия лазера ограничена диаметром струи воды, что локализует абляцию, ограничивает диаметр отверстия и минимизирует повреждения на стенках
Сверление концентрических отверстий в композите с керамической матрицей
В качестве образца используется композит с керамической матрицей толщиной 3,3 мм и пористостью 6,2%. Сверление проводится послойно по схеме на рисунке 2.

Рисунок 2 — Схема послойного сверления керамического композита от центра к внешнему диаметру. RE – внешний радиус сканирования, d – шаг сканирования на одном слое, r – радиус первого круга сканирования, l – шаг сканирования по глубине
В результате получены отверстия диаметром ~0,4-0,5 мм с гладкими стенками, с высокой степенью округлости на входе и выходе и малой конусностью ~0.012-0.016 (рис. 3).

Рисунок 3 — Типичные морфологии полученных вертикальных и наклонных отверстий
Тестирование механических свойств и сравнение с обработкой лазерами ультракоротких импульсов
Проведены тесты пределов прочности и усталостной долговечности образцов, полученных предложенным методом и обработкой сверхбыстрыми лазерами. Обработка ККМ подложки сверхбыстрыми лазерами производилась по аналогичной схеме (рисунок 2), использовались пикосекундный лазер 343 нм с длительностью импульса 8,5 пс (GX-30, Edgewave) и фемтосекундный лазер 1030 нм с длительностью импульса 255 фс (Pharos-15, Light Conversion).
Таблица 2. Средние значения механических свойств полученных образцов ККМ с отверстием микрометрического диаметра
|
|
Усталостная долговечность
|
Предел прочности, МПа
|
|
Лазерно-водоструйная обработка с коаксиально-кольцевой аргоновой струей
|
89.5
|
212.6
|
|
Фемтосекундный лазер
|
72.7
|
194.2
|
|
Пикосекундный лазер
|
80.5
|
198.6
|
Как видно из таблицы 5, лучшие результаты демонстрирует лазерно-водоструйная обработка с коаксиально-кольцевой аргоновой струей.
Скрайбирование алмазного CVD покрытия
Скрайбирование алмазного CVD покрытия производилось при давлении воды 30 МПа и давлении аргона 0.7 МПа и следующих параметрах лазерного сканирования.
Получены канавки со средней шириной 175.8 мкм и глубиной 2030 мкм. Практически отсутствуют такие дефекты, как микротрещины, сколы кромок, карбонизация. Подобное качество обработки данного покрытия труднодостижимо для прочих известных методов.

Рисунок 4 — Результат скрайбирования алмазного CVD покрытия (а) общий вид, (б) вид канавок сверху, (в) поперечная морфология канавок
Заключение
Технология лазерно-водоструйной обработки с коаксиально-кольцевой аргоновой струей продемонстрировала отличные результаты при обработке сложных материалов: кремния, композитов с керамической матрицей, алмазного CVD покрытия:
- Отношение глубины канавки к ширине при однорядном скрайбировании кремния: 41.2, что более чем на 50% превышает значение, полученное при лазерно-водоструйной обработке без коаксиально-кольцевой аргоновой струи в предыдущих исследованиях
- Отношение глубины отверстия к диаметру при одноточечной абляции ККМ подложки: 40.7
- Предел прочности образца ККМ с концентрическим отверстием: 212.6 МПа, усталостная долговечность: 89.5, что превосходит характеристики образцов, полученных обработкой сверхбыстрыми лазерами
- При скрайбировании алмазного CVD покрытия получены узкие глубокие канавки практически без дефектов.
Аргоновая струя мгновенно очищает отверстие от образующихся в процессе обработки отходов, благодаря чему лазерная энергия не рассеивается, что поддерживает высокий объем абляции на протяжении всего процесса обработки. Мгновенная очистка также снижает риск остаточного осаждения, влияющего на гладкость стенок, и препятствует образованию оксидного слоя. Лазерно-водоструйная обработка высокопроизводительна и может успешно применяться в промышленности.
В серии наносекундных лазеров высокой мощности GP производства Inngu Laser представлены лазеры с водной струей, сонаправленной с лазерным излучением. Благодаря такой конфигурации уменьшается зона термического воздействия, улучшается точность и эффективность обработки. Лазеры GP подходят для сверления, гравировки, скрайбирования твердых и хрупких материалов: кремния, керамических композитов, алмазного CVD покрытия.
Компания INSCIENCE поставляет лазеры для микрообработки материалов и является эксклюзивным дистрибьютором продукции Inngu Laser на территории РФ