

В статье приводится применение и основные параметры одночастотных лазеров. Сравниваются лазеры CNI серии MSL с известными европейскими и американскими производителями.

Введение
Аддитивное нанесение проводящих слоев на диэлектрическую подложку привлекло интерес исследователей, ввиду потенциала производства надежной печатной электроники, в том числе на изогнутых подложках. Технология струйной печати отличается точностью нанесения мельчайших капель материалов, что позволяет создавать слои проводящих материалов с высоким разрешением на плоских и изогнутых поверхностях.
Однако, серьёзную проблему представляет отслаивание проводящего слоя из-за недостаточной адгезии к диэлектрической подложке, что ставит под угрозу долговечность и функциональность электронных устройств. Это исследование направлено на увеличение адгезии между слоями печатных плат посредством модификации поверхности диэлектрической подложки с использованием концентрированной серной кислоты и обработки ультрафиолетовым (УФ)-лазером.
Экспериментальная часть.
В качестве исследуемого материала использовались полиэфирэфиркетон (PEEK) и чернила из наночастиц серебра. С помощью PEEK можно проектировать подложки различной структуры, так как материал может наносится последовательно, слой за слоем для создания сложных геометрий. Поиск способа увеличить адгезию между материалами PEEK и последующими покрытиями привели исследователей к изучению методов обработки поверхности. Некоторые распространенные методы включают плазменную обработку, химическое травление, механическую абразивную обработку и лазерную обработку. В числе этих методов обработка концентрированной серной кислотой признана эффективным методом обработки для изменения поверхностных свойств материалов, улучшения их смачиваемости, адгезии и эффективности в целом. Реакции сульфирования приводят к изменениям в микроструктуре материалов PEEK, к примеру к образованию пористых сетей. Такие модификации определяют надежность адгезии между PEEK и проводящими слоями чернил.
Для исследования метода модификации поверхности с помощью серной кислоты, поверхностная обработка подложек PEEK проводилась при различном времени воздействия кислоты на образцы. Перед погружением в кислоту, подложки были тщательно отполированы. Этот шаг необходим при производстве печатных плат методом 3D-печати.
Отполированные образцы SP-PEEK (Sandpaper Polished) подвергались процессу сульфирования, при котором они погружались в концентрированную серную кислоту при температуре окружающей среды на определенные промежутки времени.
Появление УФ-лазерной обработки представляет собой альтернативный, но не менее многообещающий путь в инженерии поверхностей. УФ-лазеры не вызывают сильного теплового воздействия на исследуемые образцы, что полезно для сохранения целостности материалов в процессе поверхностной обработки. Исследования PEEK и его производных подчеркнули потенциал УФ-лазерной обработки в модификации сложных поверхностных текстур, будь то канавки, субмикронные структуры или другие узоры. Помимо структурирования поверхности, УФ-лазеры вызывают химические превращения на поверхности подложки.
Для исследования метода модификации поверхности с помощью УФ-лазера микроструктуры с различной морфологией создавались путем модуляции скорости сканирования лазера. Образцы PEEK подвергались обработке с использованием системы УФ-импульсного лазера с рабочей длиной волны 355 нм.
Исследование морфологии поверхности.
Для оценки трехмерной топографии и шероховатости поверхности образцов использовался интерферометр белого света (Atometrics NA500, Китай). Тест на шероховатость проводился в пяти отдельных областях, на поверхностях размером 0,919×0,575 мм. Среднее значение из этих областей вычислялось для представления шероховатости образца, рассчитанной как среднее арифметическое высоты поверхности.
Результаты и обсуждение.
Исследования с помощью интерферометра показали, что морфология поверхности материалов PEEK претерпела значительные изменения после обработки концентрированной серной кислотой и ультрафиолетовым лазерным излучением. Эти методы обработки изменили текстуру поверхности и повлияли на шероховатость поверхности, как подробно показано на рисунках 2-4. Хотя полировка подложек привела к появлению следов шлифования на поверхности материала PEEK (рисунок 2а), она также привела к получению удивительно гладкой поверхности (рисунок 1а), о чем свидетельствует пониженная шероховатость поверхности в 0,20 мкм.
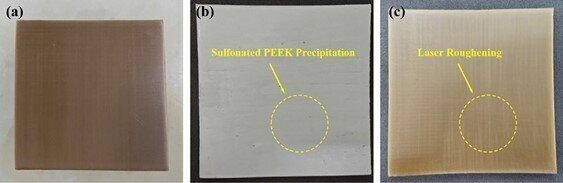
Рисунок 1 – Отображение модификаций поверхности образца PEEK для: (a) SP-PEEK; (b) SPEEK120; (c) UV-PEEK15
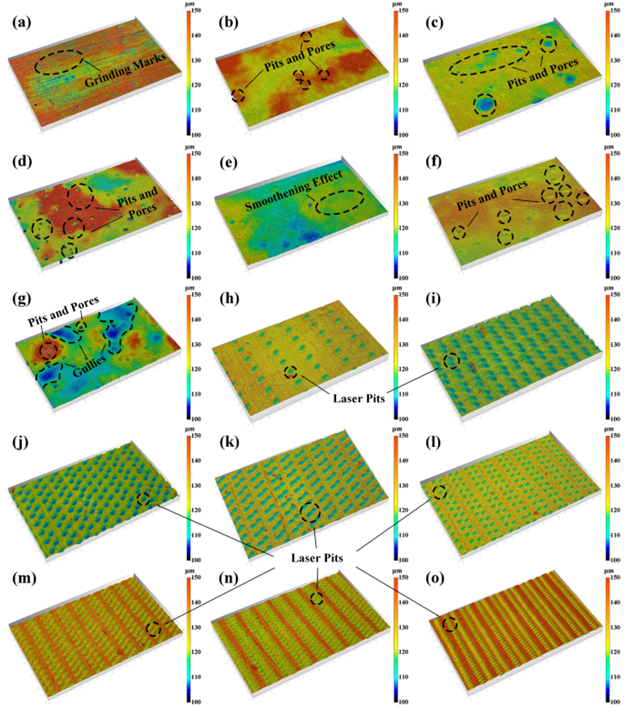
Рисунок 2 – 3D топография поверхности для: (a) SP-PEEK; (b) SPEEK30; (c) SPEEK60; (d) SPEEK120; (e) SPEEK180; (f) SPEEK240; (g) SPEEK300; (h) UV-PEEK27; (i) UV-PEEK24; (j) UV-PEEK21; (k) UV-PEEK18; (l) UV-PEEK15; (m) UV-PEEK12; (n) UV-PEEK9; и (o) UV-PEEK6. Размер образцов: 0,919 мм×0,575 мм
1. Обработка серной кислотой
На начальном этапе обработки концентрированной серной кислотой образцы PEEK претерпели заметные изменения в своей макро- и микроморфологии.
Таблица 1 - Зависимость значения шероховатости образцов от времени погружения в серную кислоту
|
Образец |
Время погружения в серную кислоту |
Значения шероховатости поверхности |
|
SPEEK30 |
30 с |
0,59 мкм |
|
SPEEK60 |
60 с |
0,80 мкм |
|
SPEEK120 |
120 с |
1,15 мкм |
|
SPEEK180 |
180 с |
0,78 мкм |
|
SPEEK240 |
240 с |
0,81 мкм |
|
SPEEK300 |
300 с |
1,75 мкм |
Проявление ямок и пор на поверхности образцов усиливалось по мере увеличения времени воздействия серной кислоты. Однако, начиная с образца SPEEK180, тенденция изменилась. Ранее увеличивающаяся шероховатость поверхности снизилась, что свидетельствует о временном эффекте сглаживания, оказываемом кислотой (рисунок 2e). Значения шероховатости следующих образцов (SPEEK240, SPEEK300) были зарегистрированы на уровне 0,81 мкм и 1,75 мкм соответственно, что указывает на возврат поверхности к ее промежуточному шероховатому состоянию. Поверхность снова характеризовалась нерегулярными ямками, порами и канавками (рисунок 2g).
2. Обработка УФ-лазером
При обработке ультрафиолетовым лазером, была выявлена четкая корреляция между скоростью лазера и морфологией поверхности.
Таблица 2 - Зависимость шероховатости образцов от скорости сканирования УФ-лазера
|
Образец |
Скорость сканирования лазера |
Значения шероховатости поверхности |
Глубина ямок |
|
UV-PEEK27 |
2700 мм/с |
0,44 мкм |
4,23 мкм |
|
UV-PEEK24 |
2400 мм/с |
0,98 мкм |
4,32 мкм |
|
UV-PEEK21 |
2100 мм/с |
1,01 мкм |
4,58 мкм |
|
UV-PEEK18 |
1800 мм/с |
1,12 мкм |
4,90 мкм |
|
UV-PEEK15 |
1500 мм/с |
1,13 мкм |
5,21 мкм |
|
UV-PEEK12 |
1200 мм/с |
1,36 мкм |
5,57 мкм |
|
UV-PEEK9 |
900 мм/с |
1,53 мкм |
5,60 мкм |
|
UV-PEEK6 |
600 мм/с |
2,00 мкм |
5,73 мкм |
При воздействии на образец лазера со скоростью сканирования 2700 мм/с, шероховатость поверхности постепенно увеличивалась (таблица 2). На этом этапе также наблюдались регулярно распределенные ямки от лазера на поверхности материала, каждая из которых уходила на глубину 4,23 мкм (рис. 2h). По мере постепенного уменьшения скорости лазера значения шероховатости начали расти, ямки углублялись, и их распределение становилось более плотным (рис. 4). Такая тенденция объясняется увеличением продолжительности взаимодействия лазера с материалом, что способствует усилению поглощения лазерной энергии материалом.
3. Графические данные
Оба способа изменяют морфологию и шероховатость поверхности PEEK, что имеет решающее значение для улучшения связующих свойств материала (рис. 3).
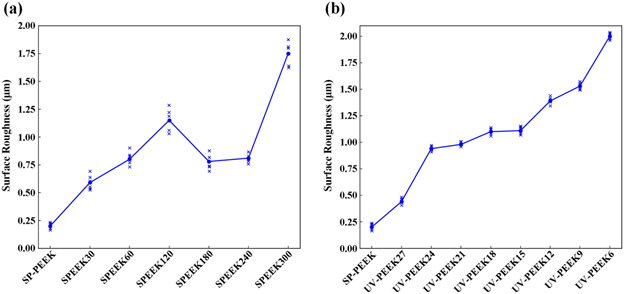
Рисунок 3 – Шероховатость поверхности для: (а) группы обработки концентрированной серной кислотой; (b) группы обработки УФ-лазером
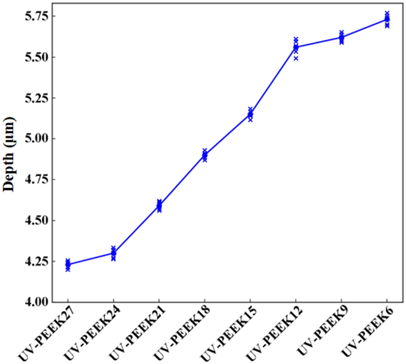
Рисунок 4 – Глубина ямок для группы обработки УФ-лазером
Исследование перекрестных подходов к воздействию методов на образцы.
Основываясь на предыдущих экспериментах, в этом разделе исследуется возможность перекрестного подхода к лечению путем объединения наиболее производительных отдельных методов, на примере образцов UV-PEEK15 и SPEEK120, для изучения влияния синергетических эффектов на улучшение адгезии.
Представлены две последовательные группы: Laser-Sulfonated PEEK (LS-PEEK) для группы, обработанной сначала УФ-лазером, а затем серной кислотой, и Sulfonated-Laser PEEK (SL-PEEK) для группы, обработанной сначала серной кислотой, а затем УФ-лазером. Полученные данные представлены на рисунке 5.
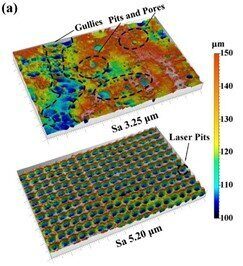
Рисунок 5 – Морфология поверхности LS-PEEK и SL-PEEK: 3D-топография поверхностей (размер образцов: 0,919× 0,575 мм); LS-PEEK в верхней части изображения, SL-PEEK в нижней части изображения
Для LS-PEEK воздействие серной кислоты на обработанные лазером поверхности усилило эффект сульфирования, преобразуя ранее упорядоченное распределение ямок в сложный ландшафт, покрытый случайными структурами. Напротив, на образце SL-PEEK видно усиление эффекта обработки УФ-лазером после сульфирования – на поверхности образовались ямки со средней глубиной около 13,36 мкм.
Эффективность перекрестного подхода к лечению, продемонстрированная на образцах LS-PEEK и SL-PEEK, показывает критическое влияние последовательности применения методов на результаты адгезии. Характеристики LS-PEEK подчеркивают потенциал стратегической последовательности воздействия для оптимизации свойств адгезии. Кроме того, эти результаты показывают, что соответствующие комбинированные методы обработки повышают адгезию, по сравнению с отдельными методами обработки, предлагая перспективный путь для повышения долговечности и функциональности 3D-печатной электроники.
Заключение.
Это исследование демонстрирует влияние методов обработки поверхности на улучшение адгезии между 3D-печатными субстратами PEEK и слоями чернил наночастиц серебра, что является ключевым достижением для области аддитивного производства печатных плат. Используя два основных метода модификации поверхности — обработку концентрированной серной кислотой и обработку УФ-лазером — настоящая работа определяет условия, которые усиливают адгезию, имеющую решающее значение для долговечности 3D-печатных компонентов. В статье исследуется, как изменения параметров в методах приводят к изменениям в процессах адгезии, подчеркивая особенности взаимодействия между методами обработки и реакциями материалов.
Ознакомиться с каталогом Atometrics можно здесь.
Лазерные системы на различных длинах волн для работы с печатными платами производит компания Inngu Laser.
Компания INSCIENCE занимается поставкой интерферометров белого света, УФ-лазерных систем и других решений в области 3D-печатной электроники.

В статье приводится применение и основные параметры одночастотных лазеров. Сравниваются лазеры CNI серии MSL с известными европейскими и американскими производителями.
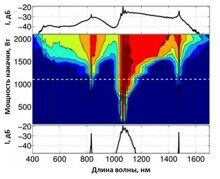
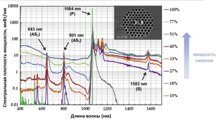
В статье описан метод генерации суперконтинуума, расширенного в видимый диапазон. За счет четырехволнового смешения накачка 1064 нм создает антистоксовы и стоксовы компоненты на 831 нм и 1478 нм. Фазовый синхронизм обеспечивается благодаря микроструктурированному мультимодальному волокну особой конструкции.
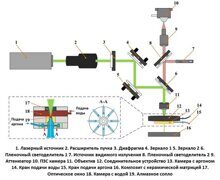
В статье описывается усовершенствование метода лазерно-водоструйной обработки: добавление коаксиально-кольцевой аргоновой струи, мгновенно очищающей отверстие от образующегося осадка. Таким образом сохраняется высокий объем абляции при создании глубоких отверстий в сложно обрабатываемых материалах.
г. Санкт-Петербург, улица Савушкина 83, корп. 3